Rubrica: P.N.D. Prove non distruttive -5-
Titolo o argomento: Liquidi penetranti
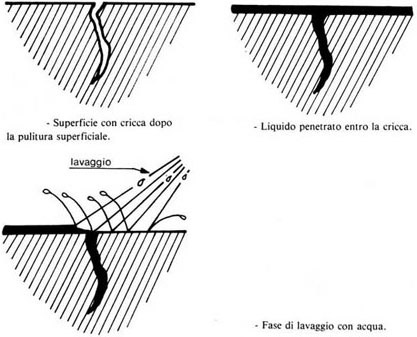
Cricche, microcricche o cavità sulla superficie di un pezzo possono essere visibili irrorando la superficie con un liquido ad elevate proprietà penetranti. Tali liquidi riescono a penetrare in fessure o fori molto sottili dopodiche la porzione di liquido che è riuscita a penetrare viene riassorbita con mezzi di sviluppo e contrasto.
Tecnica:
-
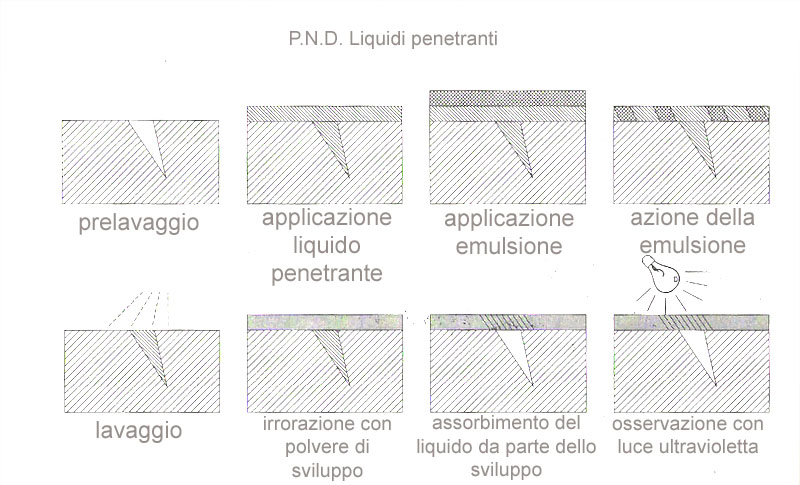
Prelavaggio: Viene eseguito per pulire il pezzo da esaminare e le sue cavità (pezzi nuovi vengono sgrassati con trielina o tetracloruro – pezzi incrostati o corrosi vengono sgrassati con soluzioni saponate o elettrolitiche ed infine nuovamente sgrassati con acetone).
-
Applicazione del liquido: Può avvenire per spruzzamento o per immersione. L’applicazione può raggiungere i 30 minuti.
-
Applicazione di una sostanza emulsionante: Viene applicata una sostanza emulsionante per rimuovere il liquido penetrante rimasto in superficie senza per questo asportare quello che si è correttamente insinuato nelle fenditure. NOTA: se l’intervallo di tempo tra l’emulsione ed il lavaggio è breve, sarà più facile rilevare difetti poco profondi o di forma schiacciata.
-
Lavaggio: da effettuarsi con acqua o solventi organici. Se nella precedente operazione si è utilizzato un liquido che non ha bisogno di emulsionanti, allora è necessario effettuare un superlavaggio molto più accurato onde evitare che venga asportato anche il liquido nelle fessure.
-
Sviluppo: Lo sviluppo consiste nell’applicare un mezzo di contrasto capace di assorbire il liquido penetrato entro le fessure e di rendere visibile il difetto. Si utilizzano per questo polveri a secco, ad umido, o vernici. Le polveri a secco vengono applicate in una camera in cui viene introdotto il pezzo e la polvere è tenuta in sospensione e agitazione da forti turbolenze nell’aria indotte da appositi ventilatori. Le polveri ad umido o le vernici invece vengono applicate con apposite pistole a spruzzo oppre per immersione. Dopo l’applicazione delle polveri si procede allo sviluppo (dai 15 minuti ad alcune ore), per rendere evidenti i piccoli difetti lo spessore del mezzo di sviluppo deve essere sottile.
-
Rilevamento difetti: alcuni liquidi sono colorati (in rosso) ed i difetti sono osservabili e fotografabili con la normale luce. Molto migliore è invece l’osservazione con liquidi fluorescenti che richiedono una luce ad ultravioletti (luce nera o luce di wood). Alcuni tipi di vernici, dopo l’essicazione, possono essere tolte dal pezzo senza frantumarsi (formando una specie di pellicola) in modo tale da poter conservare i dati rilevati.